










意大利BM键槽拉刀-BM铣床键槽拉刀:
锥形孔上的键槽(无退刀槽)
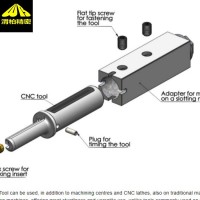
该图展示了一个用 BM 拉刀在带锥孔的键槽中执行拉削的示例。键槽拉削按圆锥孔的轮廓进行,因此后将与工件的水平轴呈一定角度。使用传统拉床和插床很难执行这一过程。然而,如果使用带 BM 拉刀的 CNC 车床或加工中,执行起来就非常便捷。通过在锥形孔内的键槽上做 0.2 x 45° 的倒角,以完全消除工件上的毛刺。我们公司将为客户提供具体的 CNC 程序。
/进给-贯通式键槽
以上示例展示如何使用 BM 拉刀在链条小齿轮上拉削键槽。为了实现无毛刺拉削,对键槽在与孔(直径为 25 H7)相邻的边缘进行了 0.2 x 45° 的倒角。使用 BM 拉刀可以避免移动工件,因此与传统的拉床和插床相比,可大幅减少加工时间,使机加工时间更快。此外,在使用 BM 拉刀时,如果经检查 个键槽已对齐,则此后的所有键槽都将与孔径水平完全对齐。在不同机床上执行车削和拉削加工时,由于无法避免夹持误差,因此很难实现这种对齐。

意大利bm键槽拉刀,在插床上的加工时间计算程序:
切削速度和每个行程的增量基本上取决于被加工材料的类型和切削条件。
根据所选择的材料类型,加工时间计算程序将提供切割速度和增量。
对于程序操作,我们将以两个实例举例说明。
名为“示例 1”的第1个实例介绍了简单的键槽座加工。
在该例中,除提供内孔直径外,提供镶件宽度也非常重要。在图中所示的特例中,因为只执行一次键槽加工操作,所以应在“操作次数”栏里输入 1。
名为“示例 2”的第二个实例展示了/槽型的加工。
在该例中,因为镶件末端是径向的,且镶件和孔径之间没有间隙,所以在“镶件宽度”字段中输入0。
在图中所示的特例中,因为需要加工 20 个齿,所以“操作次数”应该是 20。
计算器产生的估计值是近似值, 提供加工时间的粗略指示。

意大利BM键槽拉刀/内键槽拉刀BRIGHETTI MECCANICA,在车床上/使用建议:
为了方便旋转 BM 偏心套进行校正,我们建议操作者在装配刀具时给偏心套上油。
如果在加工的工件上检测到对准误差,且需要通过旋转偏心套进行纠正,我们建议首先松开螺钉(10) 和 (11),然后再松开螺钉 (8)。 纠正完成后,先拧紧个螺钉 (8),然后再拧紧螺钉 (10) 和 (11)。
我们建议尽可能精确地拓宽镗杆口上的一个螺纹孔(但这不是必要操作),以便插入一个更大的平头螺钉 (10),从而保证一个大的支撑面,并相应地保证刀具的 定位。 我们特别建议使用 16 mm 或更大的螺钉。
我们建议确保所有螺钉都有夹紧刀具所需的表面,完全平整且没有任何损坏或变形。否则,应立即更换新螺钉。

陕西渭柏精密机械有限公司批发欧美工业品一手货源,例如插齿动力头,旋转视窗,微型镗刀,微型铰刀,粗糙度对比样块、高精度顶针、液压螺母、磁力表架、液压拔料器等。
部分代理品牌如下:
FANAR丝锥、机用丝锥
德国Spieth锁紧螺母、Spieth调节螺母
瑞士肖柏林Schaublin车床、肖布林Schaublin车床
意大利FPZ 鼓风机
肖柏林Schaublin夹头,肖布林Schaublin筒夹
德国Welte 传动轴、Welte传动轴、Welte联轴器、
意大利AEC-可编程步进驱动器、步进驱动器、AEC电机
德国SWISSCO砂轮修整器、金刚笔,砂轮
BM旋转拉刀,BM四方拉刀,BM六方拉刀,BM梅花拉刀
DC丝锥
德国Levicron主轴、气动主轴、热缩刀把
瑞士Multifix肖布林快换刀座
德国BERGER拔料器,液压拉料器
Schwarz车刀、内圆车刀、外圆车刀、Schwarz铣刀、可转位刀片
英国Wixroyd夹钳、Wixroyd夹具、Wixroyd弹簧柱塞
WIBEMO夹头,WIBEMO对中仪、Mowidec-TT寻中仪
意大利LONZELLA高精度活顶针
意大利BRIGHETTI MECCANICA旋转拉刀,旋转冲削刀具,四方钻,六方钻
Re-Bo锯片,整体硬质合金锯片
Technologica硅晶粒细化剂、晶粒细化剂
哈贝格Habegger滚牙模,牙板,导套、挤压板牙
IMCO铣刀,PCM攻丝、夹头、PCM旋转冲削刀具,PCM拉刀
杜纳儿dunner导套、筒夹。
Dathan微小模数插齿刀,阿根廷Tsa微小模数齿轮刀
FETTE螺纹滚牙工具,英国namco螺纹滚牙刀把滚轮。
Dummel镗刀。





")






 6%")
 6%")


 6%")
 6%")
6%")
 6%")




