









bm外键槽拉刀BRIGHETTI MECCANICA:
安装与使用要点:
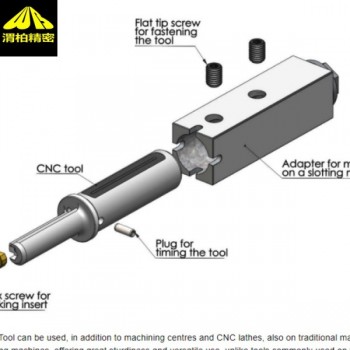
安装方式:可直接安装于Weldon夹具、刀盘或CNC车铣复合机床上,支持多种连接规格(如BT25)。
对齐方法:对于无Y轴设备,使用对齐板配合百分表/千分表滑动校准,确保刀具与工件轴线平行 。
刀片设计:
切削部分为可更换冲头(镶件),材质为烧结钢并带有TiN涂层,具备高硬度与抗冲击性 。
镶件可重新研磨2–3次,降低长期使用成本 。
去毛刺设计:通常在键槽边缘做0.2×45°倒角,有效防止毛刺生成 。

意大利bm外键槽拉刀/BM车床键槽拉刀-外部齿加工(无退刀槽):
外部齿加工(无退刀槽)
在上面所示的加工过程中,使用了一个为/加工设计的刀具,但角度旋转了 180°。
对于这种加工,我们公司也可以针对目前市场上的任何数控机床为客户提供特定程序。
使用我们提供的程序,加工将变得非常简单。
六边形或方形孔
介绍了如何使用 BM 拉刀对衬套上方的方形孔进行拉削。与上个示例相同,该实例也涉及可定义为“特殊”工件的工件。加工方形孔很简单, 需要重复四次相同的操作来加工正方形的每一个边,然后将 C 轴旋转 90°。使用 BM 拉刀执行这种加工不 不用移动工件,还可实现方形孔在工件上的 对中,进而实现毫无困难的正确测量。相反,使用传统机床(如插床),这种方形孔的加工非常耗时和困难,而且不可能实现方形孔和车削件之间的 对中。对于加工方形或六边形孔,我们公司也可以为目前市场上的任何数控机床提供特定程序。

意大利bm外键槽拉刀/车床键槽拉刀-万向花键(带退刀槽):
万向花键(带退刀槽)
图中详细展示了 6 个沟槽,说明如何使用 BM 拉刀加工万向 PTO。这是一个特殊工件,需要特殊制作镶件进行加工。孔和键槽的交汇点上也进行了 0.2X45° 的倒角,因此工件上完全没有毛刺。因此,使用 BM 拉刀执行拉削操作,可以 地在工件上定心并直接在车床上进行加工,大幅缩短了生产时间。 对于这种加工,我们公司也可以为目前市场上的任何数控机床提供特定程序。
盲孔内键槽(无退刀槽)
如图所示,使用 BM 拉刀可以在工件/执行键槽加工,即使没有退刀槽也可以。无退刀槽的拉削可大幅缩短加工时间。这种加工方法适用于工件/退刀槽加工困难的情况,或者在退刀槽有削弱结构的风险时使用。
对于在没有退刀槽的情况下拉削键槽,我们公司也可以为目前市场上的任何数控机床提供特定程序。

陕西渭柏精密机械有限公司主营端面驱动顶针、键槽拉刀、旋转拉刀、浮动刀把,去毛刺倒角工具、气动卡盘等欧洲数控刀具和机床附件产品。
部分代理品牌如下:
ROTOR高精度顶针、瑞士ROTOR顶针
ROTOR弹性顶针、弹性活顶针
ROTOR可换头顶针、可换头顶针
西班牙Helion硬质合金钻头、Helion刀具
英国Posi-Thread螺纹刀具POSI-THREAD
拿海纳NHN丝锥、钻头、铣刀、铰刀孔加工刀具。
JBO精密板牙、量规、螺纹
RITEN高精度活顶针、死顶针、驱动顶针。
ROYAL油雾收集器、ROYAL顶针、伞形顶针
肖柏林Schaublin精密刀把筒夹、高速刀把。
罗姆Rohm精密卡盘、中心架、液压虎钳、夹具。
Stock孔加工刀具钻头丝锥铰刀钻铣刀,西德左钻等
哈贝格Habegger滚牙模,牙板,导套、挤压板牙
IMCO铣刀,PCM攻丝、夹头、PCM旋转冲削刀具,PCM拉刀
杜纳儿dunner导套、筒夹。
Dathan微小模数插齿刀,阿根廷Tsa微小模数齿轮刀
FETTE螺纹滚牙工具,英国namco螺纹滚牙刀把滚轮。
Dummel镗刀。
瑞士UTILIS旋风铣刀、UTILIS外螺纹铣刀、UTILIS刀片,UTILIS车刀,UTILIS走芯机车刀
DLS润滑系统
瑞士肖柏林Schaublin车床、肖布林Schaublin车床
意大利FPZ 鼓风机
英国Wixroyd夹钳、Wixroyd夹具、Wixroyd弹簧柱塞
MICROCENTIC卡盘
德国WISTRO电机、风扇、马达
法国Plastiform翻模胶泥,仿形胶泥、倒模胶
米其林Matchling液压虎钳
PXTOOLS钟表用微径丝锥,钟表微钻,钟表铣刀





")






 6%")
 6%")


 6%")
 6%")
6%")
 6%")




