


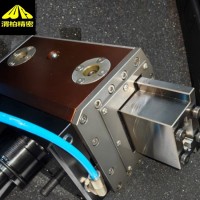





意大利REV插削动力刀座用于加工铸铁和调质钢/不锈钢:
为了确保镶件具有较长的寿命和加工过程中的*光洁度,建议遵守推荐参数(请参阅参数表)
各种材料上可实现的大厚度和切削参数
35 毫米行程 50 毫米行程 665 毫米行程 切削速度 增加
铝 14mm 14mm 14mm 38 m/min. 0,06 / 0,15 mm
软钢 12mm 12mm 12mm 33 m/min. 0,04 / 0,07 mm
铸铁 12mm 12mm 10mm 28 m/min. 0,04 / 0,07 mm
普通钢12mm 12mm 10mm 30 m/min. 0,03 / 0,05 mm
调质钢10mm 10mm 10mm 25 m/min. 0,02 / 0,04 mm
不锈钢10mm 10mm 10mm 25 m/min. 0,02 / 0,04 mm
塑料 14mm 14mm 14mm 40 m/min. 0,07 / 0,15 mm
青铜-黄铜12mm 10mm 10mm 30 m/min. 0,03 / 0,06 mm

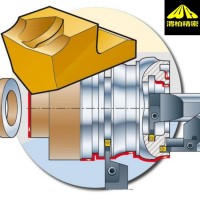
意大利REV插削动力刀座技术特点:
1.REV 机动化插削机的设计旨在以有效的方式解决必须在数控车床上执行某些加工时遇到的问题,比如从简单的键槽到内齿或外齿轮廓。
2.REV 机动化插削机的设计旨在获得可能情况下的大刚性。此特性可延长镶件的使用时间,并在加工表面上获得*的光洁度。
3.使用这种插削机具有很大的优势:除了执行加工的速度非常快之外,它不需要将工件移动到其他机器上,否则还将需要在其他机器上再次定位工件。
4.REV 机动化插削机有几种调节方式,有助于获得准确的加工,并可进行/或外部加工。
5.REV 机动化插削机受专利保护。

意大利REV插削动力刀座:
1.纵向误差纠正
可以改变机动化插削机的工作角度。此操作用于纠正可能出现的纵向误差。要做到这一点,只需使用一只 5 毫米内六角扳手即可。通过顺时针或逆时针旋转扳手,可以改变机动化插削机的切削角度。
这类调整方法受专利保护。
2.对称性纠正
为了纠正对称性错误,如果使用的是没有配备 Y 轴的车床,则只需拧松从正面将刀具固定在移动中央组件上的四个螺栓即可。然后,使用 6 毫米六角扳手转动位于上述组件后面的 Y 轴调节销,这样可以将刀具移动 +/- 0.5 毫米,这足以有效地纠正缺少的轴所造成的对称性误差。
这种类型的调整对于准确地在待加工工件的中心实现加工,是*必要的。

陕西渭柏精密机械有限公司位于世界贸易中心-古丝绸之路起点-古城西安。国际贸易与进出口代理,主营机床附件及数控刀具、量具、磨具等德国、瑞士、意大利等欧洲品牌。原装 、货真价实、诚实经营。
部分代理品牌如下:
格贝尔Gerber微型膨胀芯轴
肖布林快换刀座、
瑞士haefeli金刚石砂轮、磨针,金刚笔
菲特FETTE螺纹滚压工具,套丝工具
施皮特SPIETH锁紧螺母
GREBER公司生产Mabex球头顶针
contour单金金刚石刀具
ULTRA量具
OTT-JAKOB主轴拉刀机构
维可VOLKEL螺纹切削工具
ZEUS滚花轮
SCOTTI顶针
KAFER测厚仪
uva硬质合金磨杆
IMCO硬质合金刀具立铣刀钻头铰刀旋转锉
ews铣六方八方孔工具
Brm工业刷钢丝刷
PLASTIFORM尺寸复制胶/寸测量打模胶
理查德RICHTER 重载中心架
KERN铣微型钻头
德国Mytec液压膨胀芯轴,Mytec-Hydraclamp夹具
erix背刮刀、erix锪孔刀、erix反刮刀