









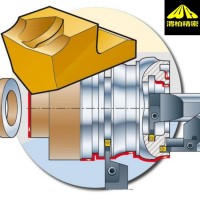







进口BM车床键槽拉刀适合对衬套上方的方形孔进行拉削:
六边形或方形孔
介绍了如何使用 BM 拉刀对衬套上方的方形孔进行拉削。与上个示例相同,该实例也涉及可定义为“特殊”工件的工件。加工方形孔很简单,仅需要重复四次相同的操作来加工正方形的每一个边,然后将 C 轴旋转 90°。使用 BM 拉刀执行这种加工不仅不用移动工件,还可实现方形孔在工件上的完美对中,进而实现毫无困难的正确测量。相反,使用传统机床(如插床),这种方形孔的加工非常耗时和困难,而且不可能实现方形孔和车削件之间的完美对中。对于加工方形或六边形孔,我们公司也可以为目前市场上的任何数控机床提供特定程序。
万向花键(带退刀槽)
图中详细展示了 6 个沟槽,说明如何使用 BM 拉刀加工万向 PTO。这是一个特殊工件,需要特殊制作镶件进行加工。孔和键槽的交汇点上也进行了 0.2X45° 的倒角,因此工件上完全没有毛刺。因此,使用 BM 拉刀执行拉削操作,可以完美地在工件上定心并直接在车床上进行加工,大幅缩短了生产时间。 对于这种加工,我们公司也可以为目前市场上的任何数控机床提供特定程序。
万向花键(无退刀槽)
图中详细展示了 6 个沟槽,说明如何使用 BM 拉刀加工万向 PTO。这是一个特殊工件,需要特殊制作镶件进行加工。孔和键槽的交汇点上也进行了 0.2X45° 的倒角,因此工件上完全没有毛刺。因此,使用 BM 拉刀执行拉削操作,可以完美地在工件上定心并直接在车床上进行加工,大幅缩短了生产时间。 对于这种加工,我们公司也可以为目前市场上的任何数控机床提供特定程序。
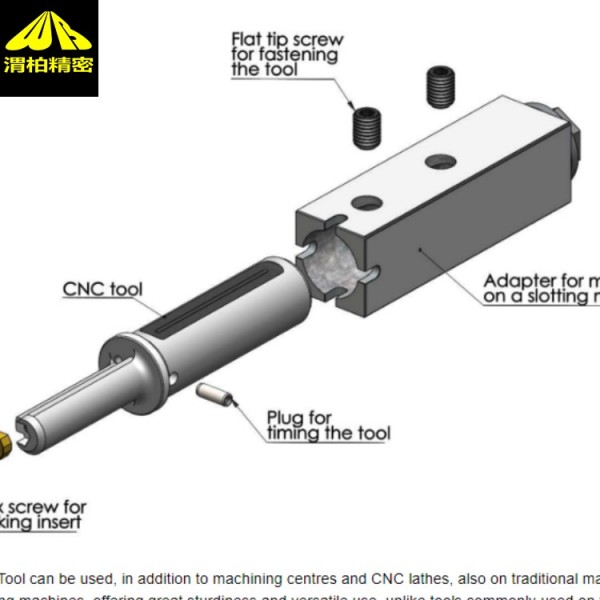
意大利BM键槽拉刀在数控车床装配方法:
1. 将镶件放入刀具外壳,用螺丝刀拧紧梅花形螺钉,将其夹紧;
2. 将刀具放入偏心套,将刻在刀具衬圈上的白色凹槽与衬套正面的 0 对准;然后,拧紧衬套衬圈上径向定位的夹紧螺钉,将刀具锁紧在衬套上
3. 将由衬套和刀具组成的单元插入车床的镗杆口内,然后拧紧球面端位于刀具套杆上定心槽内的螺钉,注意不要完全挡住刀具,后拧紧两个平头定位螺钉

意大利BM键槽拉刀在车床上使用的建议:
为了方便旋转 BM 偏心套进行校正,我们建议操作者在装配刀具时给偏心套上油。
如果在加工的工件上检测到对准误差,且需要通过旋转偏心套进行纠正,我们建议首先松开螺钉(10) 和 (11),然后再松开螺钉 (8)。 纠正完成后,先拧紧*个螺钉 (8),然后再拧紧螺钉 (10) 和 (11)。
我们建议尽可能精确地拓宽镗杆口上的一个螺纹孔(但这不是必要操作),以便插入一个更大的平头螺钉 (10),从而保证一个大的支撑面,并相应地保证刀具的完美定位。 我们特别建议使用 16 mm 或更大的螺钉。
我们建议确保所有螺钉都有夹紧刀具所需的表面,完全平整且没有任何损坏或变形。否则,应立即更换新螺钉。
在装配过程中,必须拧紧球面螺钉 (9),不要过度用力,然后再拧松两圈,这样弹簧就会一直装在刀具上。事实上,这些螺钉并不是用于夹紧刀具,而只是在偏心套旋转时将其固定到位。

陕西渭柏精密机械有限公司主营端面驱动顶针、键槽拉刀、旋转拉刀、浮动刀把,去毛刺倒角工具、气动卡盘等欧洲数控刀具和机床附件产品。
部分代理品牌如下:
美国TAPMATIC刀丝锥刀把、Tapmatic攻丝刀具、同步攻丝
瑞士TESA量仪、量具、TESA测高仪、高度仪
Eroglu精密刀把
Sutton钻头、深孔钻
德国TAS胀紧套、胀套、TAS锁紧装置、锁紧盘
BISON莫氏锥柄卡盘
德国WTO 双位轴向铣刀架、WTO动力刀座、WTO刀座
施耐姆SCHREM液压螺母
德国Tela铰刀系统、Tela硬质合金工具、Tela微型刀具、Tela硬质合金工具、Tela特殊的可转位刀片
SCT车刀
德国罗姆ROHM顶针,ROHM卡盘,ROHM虎钳,
德国PHW浮动铰刀把、浮动刀把
德国Karasch变压器,电磁阀、KARASCH电源
德国KALINSKY压力表
德国demke直流电源
德国WF动力刀座
泰品Tecnopinz夹头, Tecnopinz筒夹
德国WENAROLL滚光刀、韦纳滚光刀
德国WENAROLL滚压刀、威纳滚压刀
德国WENAROLL挤压刀、韦纳挤压刀




