











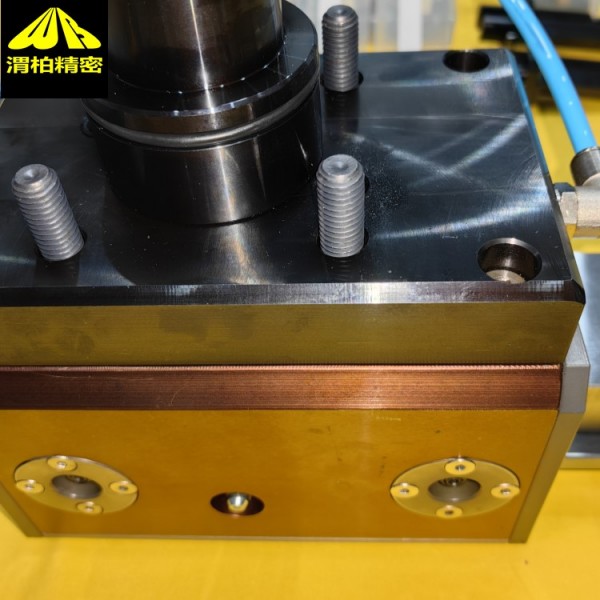
意大利REV插齿动力头的调节范围为 +/- 0.5:
1.板调节螺钉
长时间使用插削机后,需要消除仪器中可能出现的间隙。松开六角螺母,然后拧紧中间螺钉,后再次拧紧六角螺母。在插削机的所有四个衬板上执行此操作。
2. 轴调整销
它被用来纠正孔和我们正在执行的加工之间的任何对称性误差。松开刀具的固定螺钉 1 后,顺时针或逆时针旋转 Y 轴调节销,这样就可以沿 Y 轴移动刀具。调节范围为 +/- 0.5,该范围足够普遍纠正没有配备 Y 轴的车床上存在的所有对称性误差。
3.削角度调节螺钉
该螺钉用于纠正由于机械弯曲而引起的锥度误差。顺时针或逆时针旋转可以将切削角度更改大约 +/- 3°。该范围足以纠正任何可能存在的锥度误差.
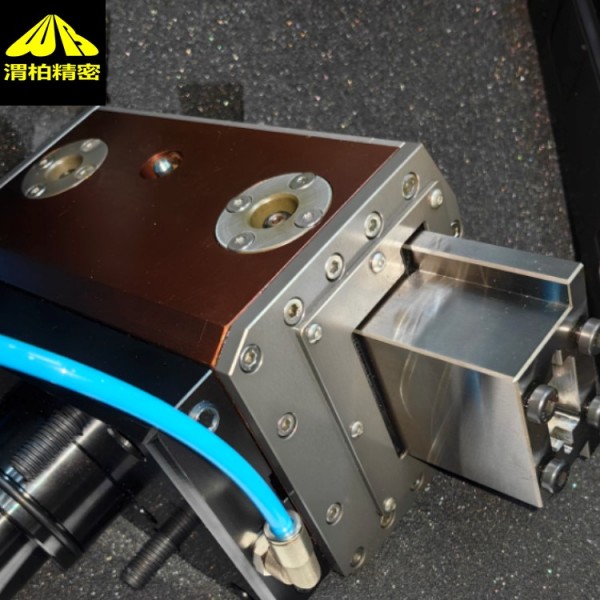
意大利REV插齿动力头使用方法:
初次使用
将插削机安装在车床上。稍微松开固定螺栓8,然后使用比较仪对插削机进行对齐。后者必须放置在对齐区域 7 上。插削机完全对齐后,请再次拧紧固定螺栓 8,并以每分钟 150 次的速度让插削机运行约 10 分钟。用普通的导轨用油润滑移动的滑架。这将有助于软化密封条以及在使用前对插削机进行试运转。
上油
为了保持机械性能,我们建议每使用 10 个小时后,对插削机进行一次上油,上述时间是仪器实际使用的时间(请参见注油计算示例)
好使用 Persian Poligrease EP 1。

意大利REV插齿动力头操作步骤:
为了加注适量的润滑脂,必须按以下步骤进行操作:
拧下电动机盖板上油塞;
用专用加油器开始加注润滑脂;
当润滑脂从孔中流出时停止加注;
重新拧紧油塞,然后再次使用仪器。
注油计算示例
如果生产一个工件需要 2 分钟,完成单一
键槽需要 10 秒钟,那么在约 3600 件工件之后,执行注油。
陕西渭柏精密机械有限公司主营端面驱动顶针、键槽拉刀、旋转拉刀、浮动刀把,去毛刺倒角工具、气动卡盘等欧洲数控刀具和机床附件产品。
部分代理品牌如下:
瑞士applitec刀片、车刀片
瑞典uva硬质合金磨杆、砂轮磨杆
FISHER主轴,Fischer Precise电主轴,电动马达,FISCHER打磨头接杆
SERGER MEISTER导套、 夹头、 袖套 , TORNOS托纳斯导套、 TORNOS托纳斯夹头, TORNOS托纳斯袖套
COGSDILL滚光刀,滚压刀
MAGAFOR中心钻、MAGAFOR定心钻、MAGAFOR倒角刀、MAGAFOR微型立铣刀、MAGAFOR铰刀。
泰品Tecnopinz精密ETA夹头,筒夹,螺母ETS夹头
WENAROLL滚光刀、 WENAROLL滚压刀、 挤压刀 、滚轧刀、 WENAROLL锥面滚光刀
Dorfner砂轮,金刚石砂轮,金刚笔
瑞士EASY控制板
Rivelec PLASTIFORM复印胶泥、PLASTIFORM打膜胶
PTM顶针,PTM端面驱动顶针;
EASYSA伊萨控制板,EASY控制板
AKKO防震刀杆、AKKO铣刀盘,AKKO镗刀把、akko内外槽刀把 、akko外圆车刀把、AKKO螺纹车刀把
AKE锯片
德国霍夫曼HG表座,HG表架、Horger Gassler磁性表架









")











