










进口顶针/意大利FRB端面驱动顶针:
每隔多久需要修磨端面驱动的爪钳:
FRB在零件加工时或工作运行中,端面驱动爪的磨损程度是很难量化的。FRB端面驱动不同的加工材料,操作系数等使得我们很难了解这项信息。我们可以这样说:
-经常更换加工类型的人员,通过直观地观察刀片及刚结束加工的工件来判断,并决定何时对爪钳进行修磨(刀刃有磨平或微小裂缝)。如果驱动上的四个切口不再笔直,但只是轻微张开(呈扇形),此时应进行修磨。在这种情况下,只需稍微修磨零点几毫米。
- 如操作人员需加工量多工件,在达到上述磨损度之前,初始几次应标记出加工工件的数量。

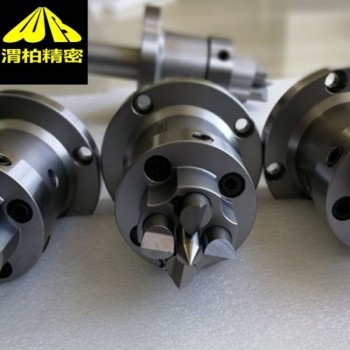
意大利FRB端面驱动顶针-工作方式:
端面驱动顶针的使用摒弃了传统轴类零件加工的“一夹一顶“的方式,其采用“双夹”的工作方式,从而 替代了鸡心夹头和卡盘,利用端面驱动顶针的中心顶针和机床尾座顶针进行定位,依靠端面驱动顶针的驱动销嵌入工件端面通过机床主轴旋转驱动工件,可以一次装夹完成内外圆柱面,螺纹、花键、横向孔、沟槽、倒角等整个工件加工工序,由于不需要再次装夹,同轴度和位置更有保证,可大大提升生产周期和产品的品质。
应用于:汽车变速器的输入、输出轴
发动机的曲轴、凸轮轴
减速机的齿轮轴
电机的中心转子

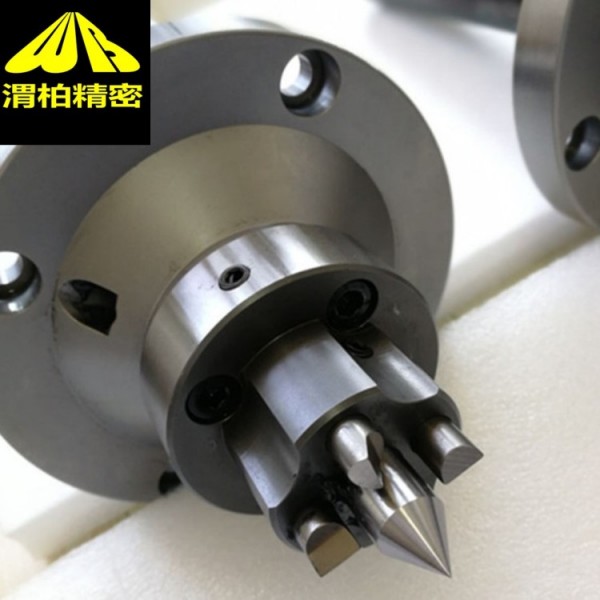
意大利FRB端面驱动顶针-/工作原理:
楔形杠杆由两个支撑销固定就位,而支撑销又由两个*支撑件支撑。这可减少销的偏转。楔形杠杆组件有两个平衡板,它们由两个弹性元件(称为“锚”)固定就位,弹性元件附在平衡板本身的下侧。
四个驱动销由驱动销支撑垫圈引导,其旋转间隙由驱动销固定螺钉消除。驱动销的圆形端靠在楔形杠杆的平衡板上,该平衡板经过特殊设计,可补偿驱动销所靠端面的任何倾斜度。它们由特殊的钒和钼钢制成,这种钢具有强的弹性和硬度。此外,驱动销有两种类型,一种适用于主轴旋转的每个方向。
中心点于驱动销,由碟形弹簧加载,其推力可使用位于面驱动器背面锥体/的平头螺钉进行调整。
钻孔件或大型中心可通过安装开槽销进行加工。所有型号均可安装降低式驱动销,以便从驱动面加工标准尺寸驱动销无法转动的直径。
陕西渭柏精密机械有限公司主营端面驱动顶针、键槽拉刀、旋转拉刀、浮动刀把,去毛刺倒角工具、气动卡盘等欧洲数控刀具和机床附件产品。
部分代理品牌如下:
美国TAPMATIC刀丝锥刀把、Tapmatic攻丝刀具、同步攻丝
瑞士TESA量仪、量具、TESA测高仪、高度仪
Eroglu精密刀把
Sutton钻头、深孔钻
德国TAS胀紧套、胀套、TAS锁紧装置、锁紧盘
BISON莫氏锥柄卡盘
德国WTO 双位轴向铣刀架、WTO动力刀座、WTO刀座
施耐姆SCHREM液压螺母
德国Tela铰刀系统、Tela硬质合金工具、Tela微型刀具、Tela硬质合金工具、Tela特殊的可转位刀片
SCT车刀
德国罗姆ROHM顶针,ROHM卡盘,ROHM虎钳,
德国PHW浮动铰刀把、浮动刀把
德国Karasch变压器,电磁阀、KARASCH电源
德国KALINSKY压力表
德国demke直流电源
德国WF动力刀座
泰品Tecnopinz夹头, Tecnopinz筒夹
德国WENAROLL滚光刀、韦纳滚光刀
德国WENAROLL滚压刀、威纳滚压刀
德国WENAROLL挤压刀、韦纳挤压刀
瑞士Taconova执行器、Taconova流量计





")






 6%")
 6%")


 6%")
 6%")
6%")
 6%")




